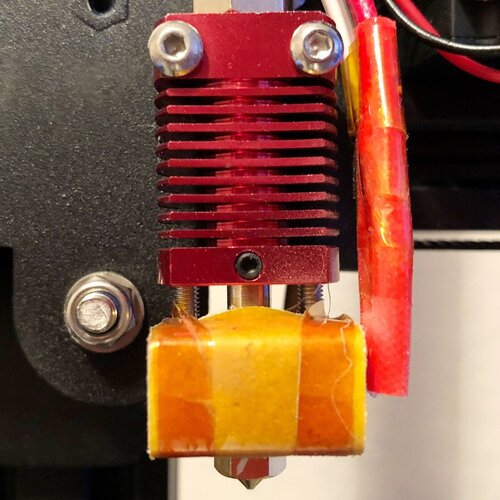
Creality Ender 3 Ender 5 and CR10 Hotend Repair
Creality Ender 3 Ender 5 and CR10 Hotend Repair, Understanding how to troubleshoot and repair your Creality 3D printer hot end is an important skill to ensure your printer continues to run consistently and produce quality results. This article takes a deep dive into the standard Creality hot end, looking at how the hot endRead More